


咨詢熱線:
13891481115
聯(lián)系人:呂經(jīng)理
郵 箱:3398339022@qq.com
一、1250型廂式隔膜壓濾機簡介:
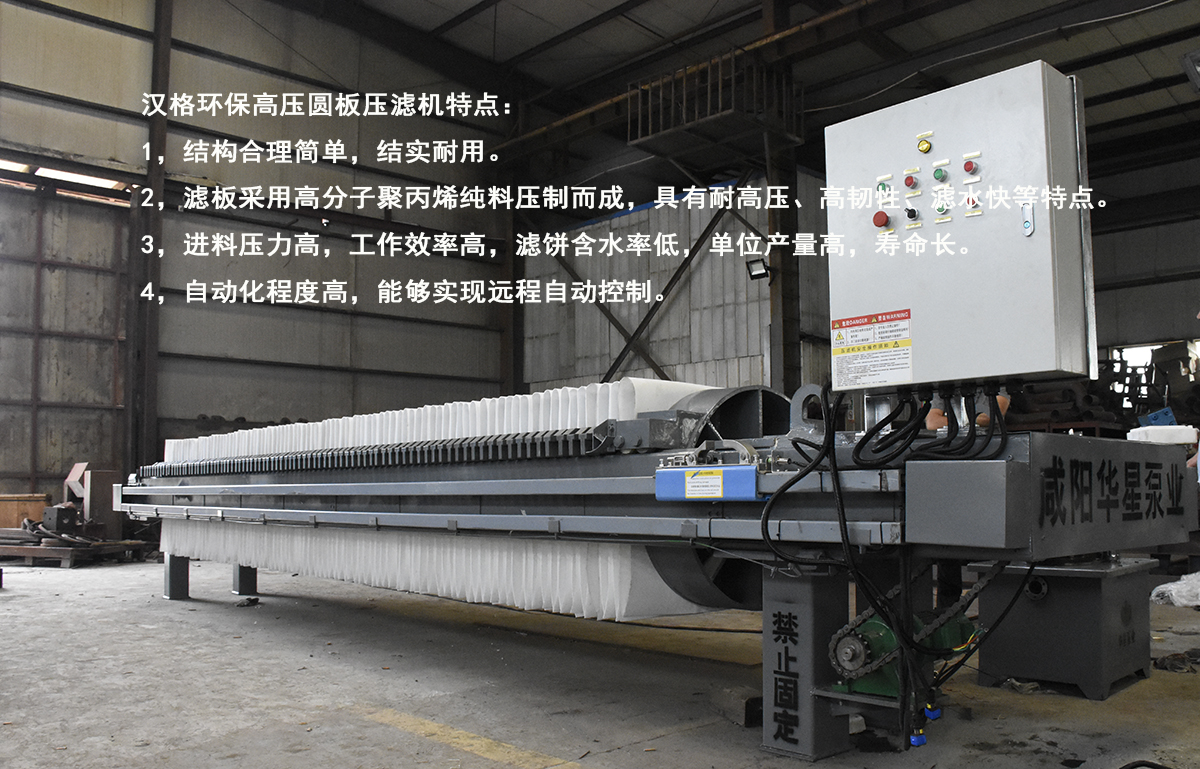
1250型廂式隔膜壓濾機在單位面積處理能力、降低濾餅水分、對處理物料的性質的適應性等方面都表現(xiàn)出顯著的效果。廂式隔膜壓濾機具有壓榨壓力高、耐腐蝕性能好維修方便、可靠等優(yōu)點,是冶金、煤氣、 造紙、煉焦、制藥、食品、釀造、精細化工,污水處理等行業(yè)客戶的要選擇。
1250型廂式隔膜壓濾機在單位面積處理能力、降低濾餅水分、對處理物料的性質的適應性等方面都表現(xiàn)出顯著的效果,已被廣泛應用于存在固液分離的各個域,1250型廂式隔膜壓濾機已被認為是普通廂式壓濾機的替代升級設備。
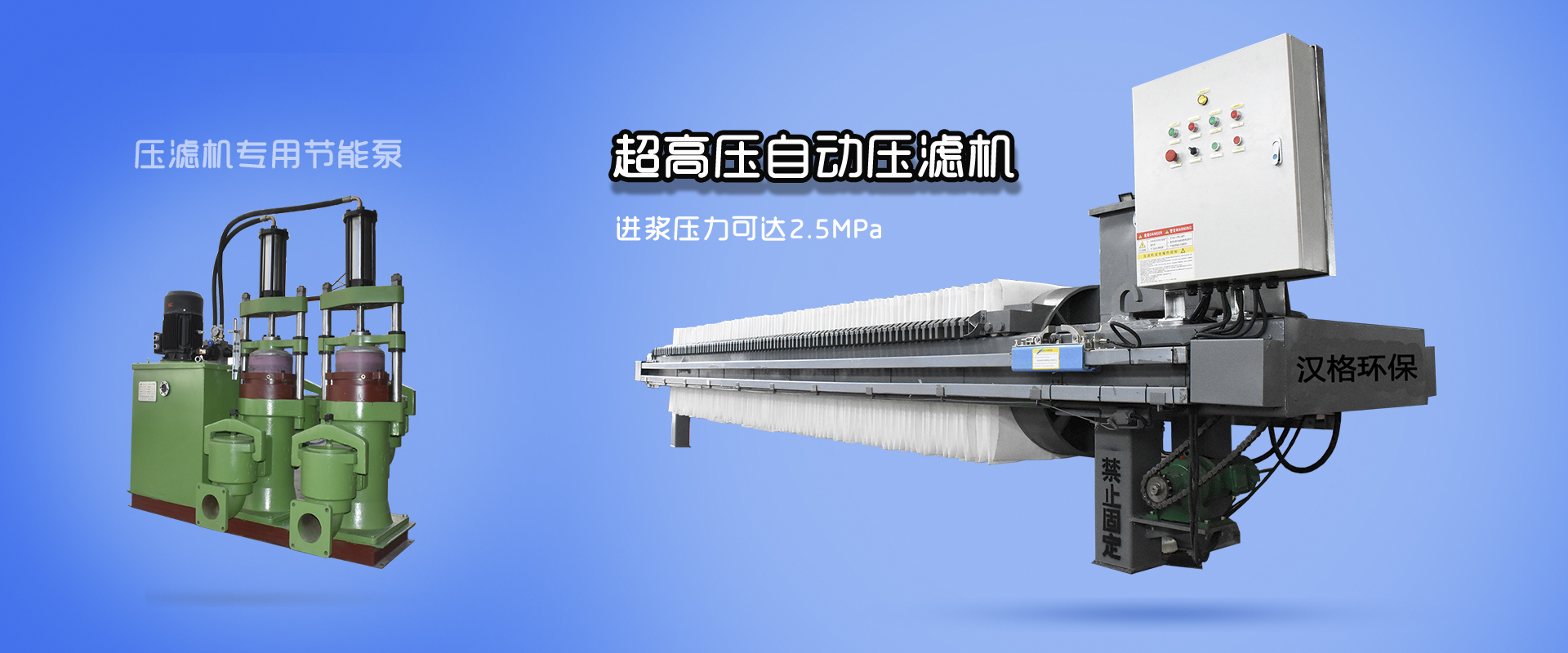
1250型廂式隔膜壓濾機
二、1250型廂式隔膜壓濾機的工作過程:
經(jīng)制冷、結晶待分離的棕櫚油漿從結晶罐由泵打入濾板進液口,油漿充滿過濾室,棕櫚液油透過濾布、棕櫚硬脂被濾布截留。為保證油漿能夠充滿濾板間的腔體,形成均勻的濾餅,此步驟需先關閉濾板下部的出口閥門,通過視鏡觀察濾板上部的液油出料口有液油溢流后,才能打開下部的出口閥。通常在自動化工廠的條件下,可以通過設定閥門的延遲開啟實現(xiàn)此功能。
過濾:
當進料完畢,液油相關閥門打開后即進入過濾階段。過濾時濾布截留固相,過濾時間的長短隨油漿的固相含量多少而變化,過濾階段的終點以進油壓力達到某個數(shù)值而定(通常小于等于0.25Mpa)。進料和過濾的速度不宜太快,通過進料泵的變頻控制,壓力變化應呈階梯狀上漲。否則油和濾板濾布摩擦,形成大量靜電,損壞濾板。
擠壓:
當過濾進油泵停止后進入擠壓階段,1250型廂式隔膜壓濾機膜板內(nèi)開始輸入擠壓物料,膜板膨脹擠壓濾餅,濾液從濾餅中分離。擠壓物料進料時,速度也不宜太快,方便膜板內(nèi)的空氣排出,避免膜板局部受壓變形。擠壓物料進料速度也應呈階梯狀上漲,并設定“保持”時間,給與液油從濾餅中分離的時間。擠壓階段以達到某個壓力設定值結束,普通干法分提工藝通常設定在0.8Mpa左右。
吹掃卸餅:
擠壓完成后擠壓物料進料停止,逐漸泄壓到約0.3Mpa時,開始進行進油管線和液油管線的吹掃。進油管線的油是沒有經(jīng)過過濾和擠壓的,會被壓縮空氣吹掃回毛油罐。液油管線的油為成品,吹到液油罐。吹掃完后繼續(xù)泄壓,到0Mpa時,1250型廂式隔膜壓濾機提醒打開卸餅開始,固相硬脂隨著濾板的打開落入下方的硬脂槽。
三、1250型廂式隔膜壓濾機安裝注意事項:
1.先在安裝之前廂式隔膜壓濾機基礎應平,各安裝基準面水平度誤差不要超過2mm。
2.安裝油缸支座,用墊板找平,兩支座上平面在同一水平面上,油缸與支座之間螺栓不上緊,然后將油缸裝于油缸支座上,地腳螺栓上緊。
3.安裝尾板,吊正尾板將尾板與主梁連接在一起。
4.安裝主梁支柱,將一主梁與油缸裝配好,并用主梁夾板將主梁與中間支柱固定。
5.將安裝后的尾板墊平,安裝另一主梁并用夾板固定好,兩主梁與尾板定位卡口應安裝到位,不留間隙。
6.隔膜找正,用水準儀測量兩主梁水平,兩主梁上任意兩點高度差應小于3mm,主梁高低由主梁支柱調(diào)整,框架兩對角線誤差應小于6mm,可通過調(diào)整尾板的左右位置達到。
7.安裝頭板,將頭板吊于兩主梁道軌上,檢査球面端蓋與活塞桿同軸度,同軸度允差2mm,可通過球面端蓋的上下及左右移動達到同軸度要求,安裝壓板使頭板與活塞桿連接。
8.安裝軌道盒托架及上、下軌道盒。
9.安裝傳動部分,包括鏈輪、鏈條、油馬達、拉鉤盒等。連接鏈條和拉鉤盒時,應使兩拉鉤盒緊靠軌道盒端部定位板,應保證兩拉鉤盒同步精度小于4mm。
10.將濾板吊裝至主梁道軌上,定位把手在同一側。
四、1250型廂式隔膜壓濾機的主要技術參數(shù):
請來電索取
請來電索取
【溫馨提示】網(wǎng)站中標識的介紹參數(shù)僅做參考,根據(jù)原料浮動及具體細節(jié)以來電咨詢?yōu)闇?,歡迎新老客戶來公司考察面談。全體員工竭誠為您服務!全國服務熱線:13891481115

洗沙現(xiàn)場

發(fā)貨圖片
焊接用的大型焊接機
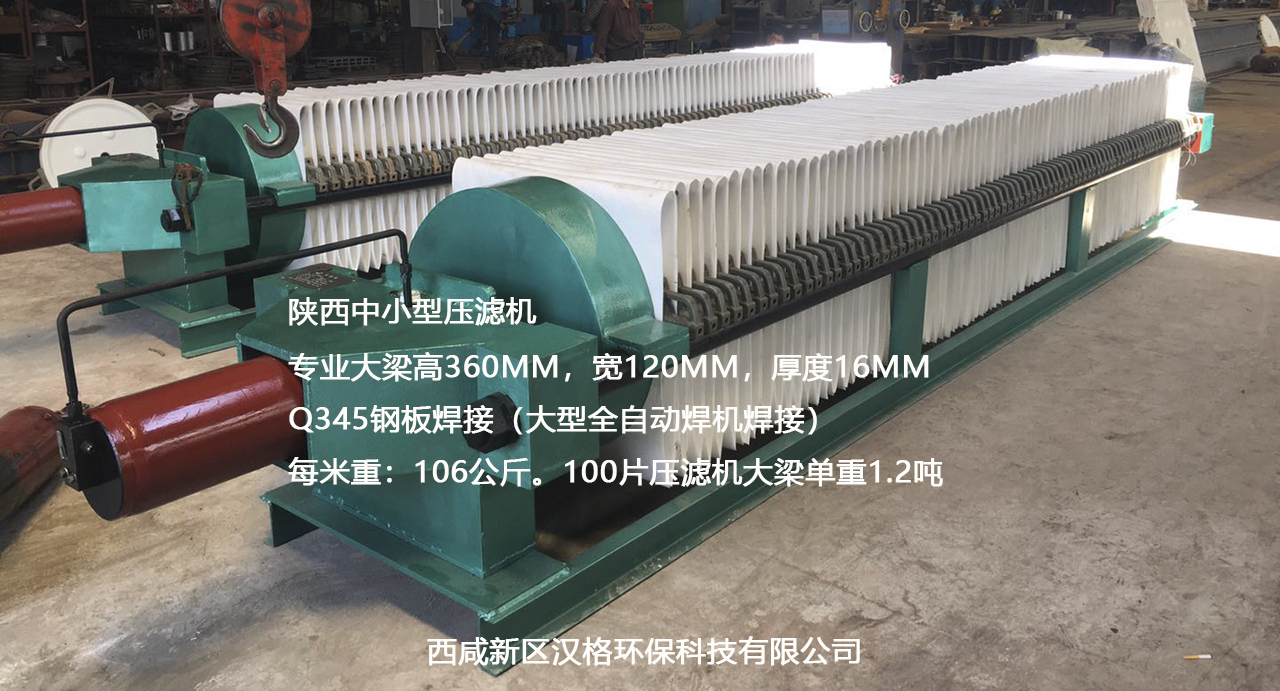
陜西壓濾機

客戶案例
陜西壓濾機